Um eine Bohrung oder den Teilkopf "genau" auszurichten habe ich mir ein
Zentriergerät gebaut.
Die einfache Form den Teilkopf auszurichten mittels einer Spannzange und einem
Zentrierdorn ist für meine Anforderungen zu ungenau.
Hiermit kann ich den Teilkopf auf 1/100 mm genau ausrichten, was in meinem Modellbau
ja "fast immer" vorkommt.
Dieser Kantentaster (Bild1) ist ja ganz gut und schön, aber eine Bohrung
damit genau auf 1/100 mm zur Spindelachse auszurichten war für
mich unmöglich und das ist manchmal unumgänglich.
Für alle andern Werkstücke (rechteckige) ist er ja ganz gut.
Bild 1.
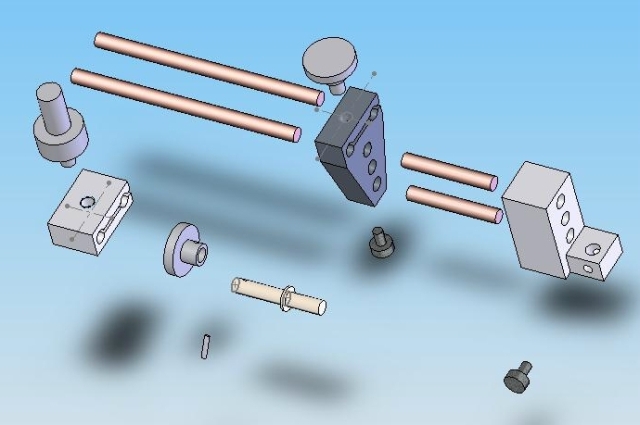
Bild 2
Das sind die Einzelteile, alles sehr leicht gebaut. Die Klötze sind aus Alu, die
Führungsstangen
aus VA.

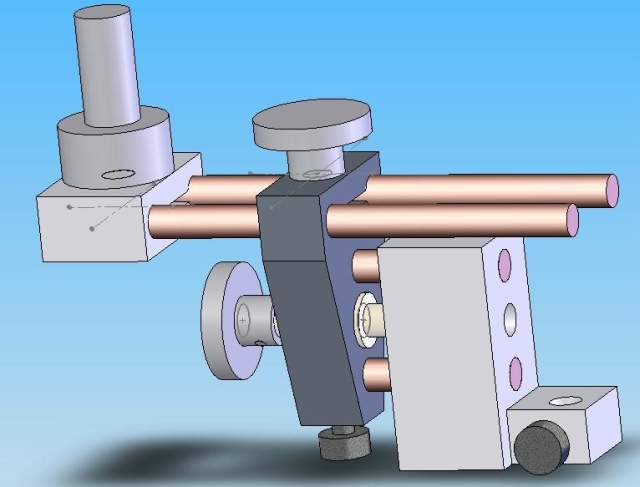
Bild 3
Der Halter im zusammengebauten Zustand. Unten und oben die
Feststellschrauben,
in der Mitte rechts die Feinverstellung. Der Spanndorndurchmesser ist 10 mm so
das
man ihn im Bohrfutter als auch in der Spannzange aufnehmen kann.
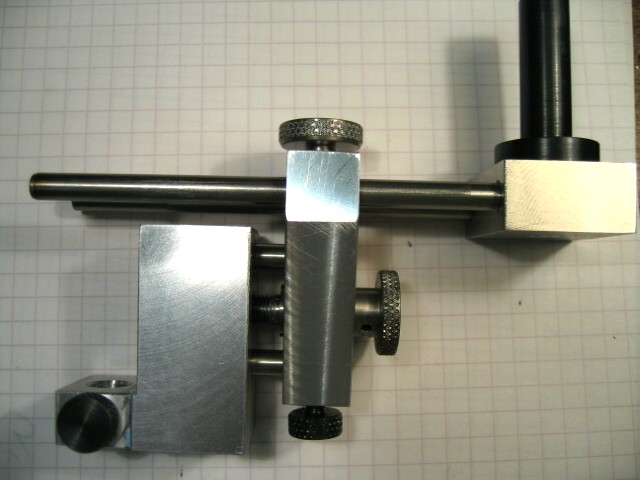
Bild 4
Mit eingesetztem Taster, der Fühlhebel ist nach unten geklappt.
Die Gesamthöhe einschließlich
des Fühlhebels beträgt 85 mm den man aber noch verringern könnte.
Das ist vielleicht für Besitzer von Fräsmaschinen
interessant bei denen der Z - Verfahrweg
nicht so groß ist.
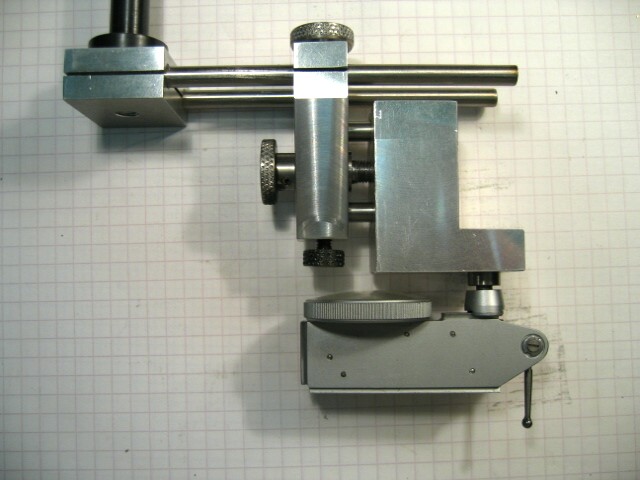
Bild 5
Der große Vorteil ist , man kann die Skala
immer von oben sehen wie man auf diesem
Bild gut erkennen kann.
Die kleinste getestete Bohrung war Ø 3mm ( der
Kugelkopf vom Fühler ist Ø 2,5mm)

Bild 6
In dieser Aufspannung geht der Messbereich bis Ø145 mm und kann durch
umdrehen der
Aufnahme noch auf ca. 200mm erweitert werden. (durch längere Führungsstangen bis
?? )
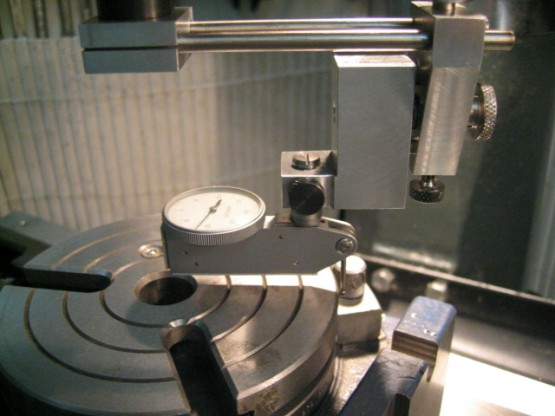
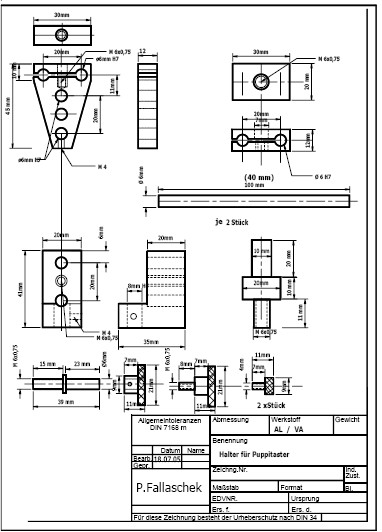
Bild 7

Bei Interesse:
die Zeichnung zum vergrößern oder
downloaden anklicken.
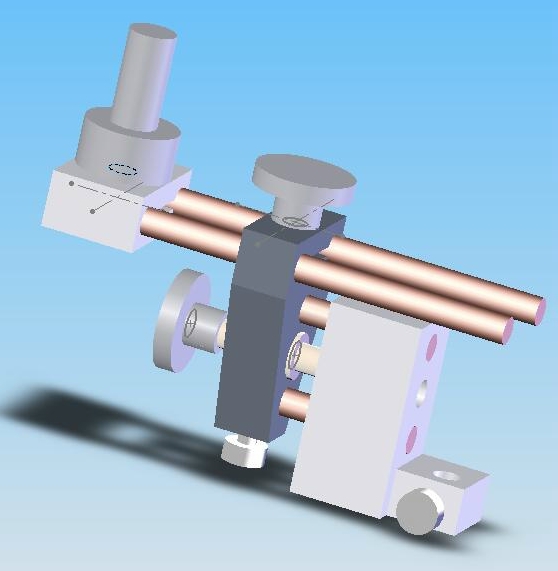
Nachtrag: Ich habe von Michael Hofmann noch diese 3-D Ansichten erhalten die
er mir zur Verfügung gestellt hat. Danke Micha.